Tê giảm hàn (hay còn gọi là tê thu hoặc tê không đều) là một loại phụ kiện ống được sử dụng để kết nối ba đoạn ống với nhau, với hai đầu ống có đường kính khác nhau. Tê giảm hàn là một phụ kiện được sử dụng để nối ba đoạn ống, trong đó một nhánh có kích thước nhỏ hơn để điều chỉnh dòng chảy giữa các đường ống.
Dưới đây là thông số kỹ thuật, đặc tính, ứng dụng chi tiết tổng quan về tê giảm.
Thông số kỹ thuật
Sản phẩm được sản xuất theo tiêu chuẩn ASTM-A234 WPB ANSI B16.9 SCH40, SCH80, SCH160.
– Tê được đúc nóng bằng thép, bên ngoài phủ sơn đen
– Tiêu chuẩn ASTM- A234 x SCH20/40/80
– Kích cỡ: 1/2” – 30” (DN 15- DN 1000)
– Áp lực làm việc 40kg/cm2
– Sử dụng cho nước, hơi, xăng dầu..
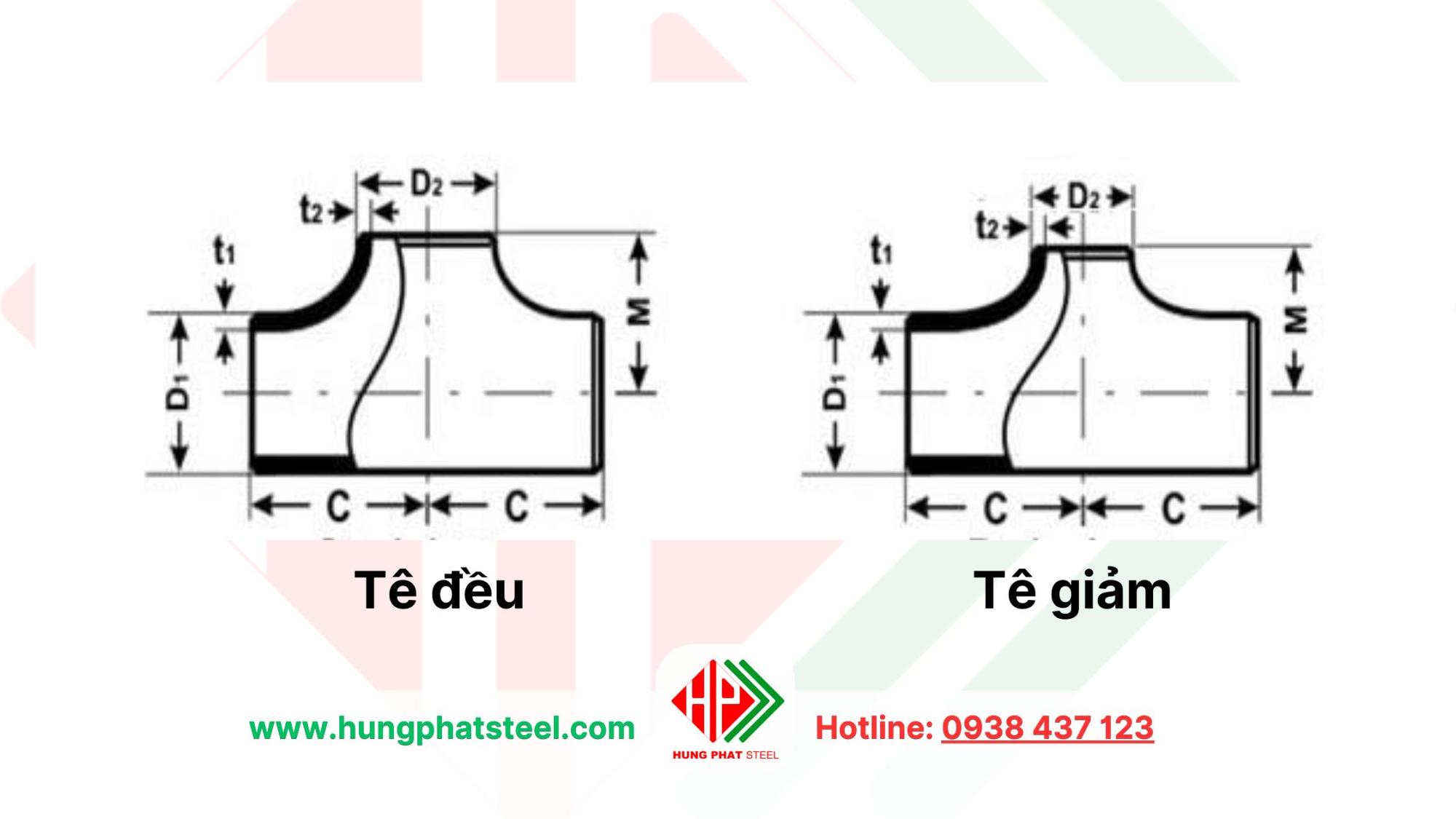
Bản Vẽ Tê Thép Hàn
Đặc điểm của tê hàn giảm
Hình dạng: Giống như tê hàn thông thường, nhưng có một nhánh với đường kính nhỏ hơn, tạo ra một góc nối giữa hai kích thước khác nhau.
Vật liệu: Có thể được làm từ nhiều loại vật liệu khác nhau như thép carbon, thép không gỉ (inox), nhựa PVC, hoặc các hợp kim khác.
Kích thước: Tê hàn giảm có nhiều kích thước khác nhau để phù hợp với các đường kính ống khác nhau.
tê hàn giảmTê giảm (tê thu)
Bảng quy cách thông số của tê hàn giảm (tê thu)
Giải thích về các thông số
DN (Diameter Nominal): Là ký hiệu chỉ đường kính danh định của ống, thường được đo bằng mm hoặc inch. Ví dụ, DN 50 tương đương với 2 inch.
Run C: Đường kính của ống chính, nơi dòng chảy chính đi qua.
Outlet M: Đường kính của ống nhánh, nơi dòng chảy được phân nhánh hoặc giảm kích thước.
Quy cách sản phẩm (inch)
Kích thước Run C (DN (thân chính)
Kích thước Outlet M (DN (nhánh phụ)
Tê giảm 2” – 1” (DN50-DN25)
DN 50 (2″)
DN 25 (1″)
Tê giảm 2.5” – 1.5” (DN65-DN40)
DN 65 (2.5″)
DN 40 (1.5″)
Tê giảm 3” – 2” (DN80-DN50)
DN 80 (3″)
DN 50 (2″)
Tê giảm 4” – 2” (DN100-DN50)
DN 100 (4″)
DN 50 (2″)
Tê giảm 4” – 2.5” (DN100-DN65)
DN 100 (4″)
DN 65 (2.5″)
Tê giảm 5” – 3” (DN125-DN80)
DN 125 (5″)
DN 80 (3″)
Tê giảm 6” – 3” (DN150-DN80)
DN 150 (6″)
DN 80 (3″)
Tê giảm 6” – 4” (DN150-DN100)
DN 150 (6″)
DN 100 (4″)
Tê giảm 8” – 4” (DN200-DN100)
DN 200 (8″)
DN 100 (4″)
Tê giảm 8” – 6” (DN200-DN150)
DN 200 (8″)
DN 150 (6″)
Tê giảm 10” – 6” (DN250-DN150)
DN 250 (10″)
DN 150 (6″)
Tê giảm 10” – 8” (DN250-DN200)
DN 250 (10″)
DN 200 (8″)
Tê giảm 12” – 6” (DN300-DN150)
DN 300 (12″)
DN 150 (6″)
Tê giảm 12” – 8” (DN300-DN200)
DN 300 (12″)
DN 200 (8″)
Tê giảm 12” – 10” (DN300-DN250)
DN 300 (12″)
DN 250 (10″)
Giá Tê Giảm Thép Hàn Tham Khảo
Dưới đây là bảng giá tham khảo cho sản phẩm này
Bảng giá sẽ thay đổi tùy theo độ dày của sản phẩm và từng nhà sản xuất
Vui lòng liên hệ Hotline 0938 437 123 để nhận báo giá chính xác
Quy cách sản phẩm (inch)
Kích thước Run C (DN (thân chính)
Kích thước Outlet M (DN (nhánh phụ)
Giá tham khảo (vnd/cái)
Tê giảm 2” – 1” (DN50-DN25)
DN 50 (2″)
DN 25 (1″)
59.000đ – 72.000đ
Tê giảm 2.5” – 1.5” (DN65-DN40)
DN 65 (2.5″)
DN 40 (1.5″)
105.000đ – 132.000đ
Tê giảm 3” – 2” (DN80-DN50)
DN 80 (3″)
DN 50 (2″)
105.000đ – 132.000đ
Tê giảm 4” – 2” (DN100-DN50)
DN 100 (4″)
DN 50 (2″)
150.000đ – 195.000đ
Tê giảm 4” – 2.5” (DN100-DN65)
DN 100 (4″)
DN 65 (2.5″)
150.000đ – 195.000đ
Tê giảm 5” – 3” (DN125-DN80)
DN 125 (5″)
DN 80 (3″)
250.000đ – 300.000đ
Tê giảm 6” – 3” (DN150-DN80)
DN 150 (6″)
DN 80 (3″)
350.000đ – 410.000đ
Tê giảm 6” – 4” (DN150-DN100)
DN 150 (6″)
DN 100 (4″)
350.000đ – 410.000đ
Tê giảm 8” – 4” (DN200-DN100)
DN 200 (8″)
DN 100 (4″)
490.000đ – 550.000đ
Tê giảm 8” – 6” (DN200-DN150)
DN 200 (8″)
DN 150 (6″)
490.000đ – 550.000đ
Tê giảm 10” – 6” (DN250-DN150)
DN 250 (10″)
DN 150 (6″)
800.000đ – 950.000đ
Tê giảm 10” – 8” (DN250-DN200)
DN 250 (10″)
DN 200 (8″)
800.000đ – 950.000đ
Tê giảm 12” – 6” (DN300-DN150)
DN 300 (12″)
DN 150 (6″)
1.300.000đ – 1.600.000đ
Tê giảm 12” – 8” (DN300-DN200)
DN 300 (12″)
DN 200 (8″)
1.300.000đ – 1.600.000đ
Tê giảm 12” – 10” (DN300-DN250)
DN 300 (12″)
DN 250 (10″)
1.300.000đ – 1.600.000đ
Bảng quy cách đường kính và tiêu chuẩn SCH phổ biến
Dưới đây là bảng quy cách đường kính và tiêu chuẩn độ dày
Lưu ý dung sai là ±2%
ĐƯỜNG KÍNH
TIÊU CHUẨN ĐỘ DÀY SCH
NPS
DN
OD (mm)
10
20
30
40
60
80
XS
100
120
140
160
XXS
(Inch)
1/4″
8
13.7
1.65
1.65
1.85
2.24
–
3.02
3.02
–
–
–
–
–
3/8″
10
17.1
1.65
1.65
1.85
2.31
–
3.20
3.20
–
–
–
–
–
1/2″
15
21.3
2.11
2.11
2.41
2.77
–
3.73
3.73
–
–
–
4.78
7.47
3/4″
20
26.7
2.11
2.11
2.41
2.87
–
3.91
3.91
–
–
–
5.56
7.82
1
25
33.4
2.77
2.77
2.90
3.38
–
4.55
4.55
–
–
–
6.35
9.09
1 1/4
32
42.2
2.77
2.77
2.97
3.56
–
4.85
4.85
–
–
–
6.35
9.70
1 1/2
40
48.3
2.77
2.77
3.18
3.68
–
5.08
5.08
–
–
–
7.14
10.15
2
50
60.3
2.77
2.77
3.18
3.91
–
5.54
5.54
–
6.35
–
8.74
11.07
2 1/2
65
73.0
3.05
3.05
4.78
5.16
–
7.01
7.01
–
7.62
–
9.53
14.02
3
80
88.9
3.05
3.05
4.78
5.49
–
7.62
7.62
–
8.89
–
11.13
15.24
3 1/2
90
101.6
3.05
3.05
4.78
5.74
–
8.08
8.08
–
–
16.15
4
100
114.3
3.05
–
4.78
6.02
–
8.56
8.56
–
11.13
–
13.49
17.12
5
125
141.3
3.40
–
–
6.55
–
9.53
9.53
–
12.70
–
15.88
19.05
6
150
168.3
3.40
–
–
7.11
–
10.97
10.97
–
14.27
–
18.26
21.95
8
200
219.1
3.76
6.35
7.04
8.18
10.31
12.70
12.70
15.09
18.26
20.62
23.01
22.23
10
250
273.0
4.19
6.35
7.80
9.27
12.70
15.09
12.70
18.26
21.44
25.40
28.58
25.40
12
300
323.8
4.57
6.35
8.38
10.31
14.27
17.48
12.70
21.44
25.40
28.58
33.32
25.40
14
350
355.6
6.35
7.92
9.53
11.13
15.09
19.05
12.70
23.83
27.79
31.75
35.71
25.40
16
400
406.4
6.35
7.92
9.53
12.70
16.66
21.44
12.70
26.19
30.96
36.53
40.49
25.40
18
450
457.2
6.35
7.92
11.13
14.29
19.09
23.83
12.70
29.36
34.93
39.67
45.24
25.40
20
500
508
6.35
9.53
12.70
15.08
20.62
26.19
12.70
32.54
38.10
44.45
50.01
25.40
22
550
558.8
6.35
9.53
12.70
–
22.23
28.58
12.70
34.93
41.28
47.63
53.98
25.40
24
600
609.6
6.35
9.53
14.27
17.48
24.61
30.96
12.70
38.89
46.02
52.37
59.54
25.40
26
650
660.4
7.93
12.7
12.70
25.40
28
700
711.2
7.93
12.7
15.88
12.70
25.40
30
750
762
7.93
12.7
15.88
12.70
25.40
32
800
812.8
7.93
12.7
15.88
17.48
12.70
25.40
34
850
863.6
7.93
12.7
15.88
17.48
12.70
25.40
36
900
914.4
7.93
12.7
15.88
12.70
25.40
40
1000
1016
12.70
25.40
42
1050
1066.8
12.70
25.40
44
1100
1117.6
12.70
25.40
46
1150
1168.4
12.70
25.40
48
1200
1219.2
12.70
25.40
52
1300
1320.8
12.70
25.40
56
1400
1422.4
12.70
25.40
60
1500
1524
12.70
25.40
64
1600
1625.6
12.70
25.40
68
1700
1727.2
12.70
25.40
72
1800
1828.8
12.70
25.40
Công ty TNHH Thép Hùng Phát chuyên nhập khẩu phân phối các loại phụ kiện hàn dùng cho đường ống.
Sản phẩm TÊ GIẢM HẢN SCH40 – TEE A234 WPB SPP/SGP dùng cho các công trình xây dựng như phòng cháy chữa cháy , xử lý nước thải , ống dẫn dầu dẫn khí và khí gaz, đóng tàu, dẫn dầu…
Đủ các size từ DN15 đến DN1000
Phân loại tê giảm
Tê hàn giảm đen thép carbon: Thích hợp cho các hệ thống không yêu cầu khả năng chống ăn mòn cao, như trong ngành công nghiệp và cấp thoát nước.
Tê hàn giảm mạ kẽm: Sử dụng trong các hệ thống cần chống ăn mòn cao hoặc tiếp xúc với hóa chất, thực phẩm.
Tê giảm hàn đen và tê giảm hàn mạ kẽm là hai loại phụ kiện ống phổ biến, được sử dụng để kết nối ba đoạn ống trong các hệ thống đường ống. Mỗi loại có đặc điểm, ứng dụng và ưu nhược điểm riêng. Dưới đây là so sánh chi tiết giữa hai loại tê hàn này:
1. Tê giảm hàn đen
Chất liệu: Được sản xuất từ thép carbon, không có lớp bảo vệ bên ngoài.
Đặc điểm: Màu sắc chủ yếu là đen hoặc xám đen, do oxit sắt trên bề mặt thép. Không có khả năng chống ăn mòn, dễ bị gỉ sét trong môi trường ẩm ướt.
Ứng dụng: Thích hợp cho các hệ thống đường ống trong nhà hoặc những nơi ít tiếp xúc với độ ẩm, như hệ thống cấp thoát nước, khí và dầu.Thường được sử dụng trong các công trình xây dựng dân dụng và công nghiệp.
Ưu điểm:
Chi phí thấp: Tê hàn đen thường có giá thành thấp hơn so với tê hàn mạ kẽm.
Dễ dàng gia công: Có thể dễ dàng cắt, hàn và lắp đặt.
Nhược điểm:
Khả năng chống ăn mòn kém: Dễ bị gỉ sét khi tiếp xúc với độ ẩm hoặc môi trường ăn mòn.
Tê giảm thép hàn đen
2. Tê giảm hàn mạ kẽm
Chất liệu:
Được sản xuất từ thép carbon nhưng được phủ một lớp kẽm bảo vệ bề mặt thông qua các phương pháp như mạ kẽm điện phân hoặc mạ kẽm nhúng nóng.
Đặc điểm:
Lớp mạ kẽm giúp tạo một lớp bảo vệ chống lại quá trình oxy hóa và ăn mòn.
Bề mặt có màu sáng hơn so với tê hàn đen, thường là màu bạc hoặc sáng.
Ứng dụng:
Thích hợp cho các hệ thống đường ống ngoài trời hoặc nơi có độ ẩm cao, như trong các công trình xây dựng hạ tầng, hệ thống cấp nước và hệ thống dẫn hóa chất.
Sử dụng phổ biến trong các ngành công nghiệp yêu cầu chống ăn mòn.
Ưu điểm:
Khả năng chống ăn mòn cao: Lớp mạ kẽm bảo vệ giúp kéo dài tuổi thọ của tê hàn khi sử dụng trong môi trường ẩm ướt hoặc có hóa chất.
Độ bền cao: Bền hơn trong các điều kiện khắc nghiệt.
Nhược điểm:
Chi phí cao hơn: Giá thành của tê hàn mạ kẽm thường cao hơn so với tê hàn đen.
Có thể bị bong tróc lớp mạ: Nếu không được xử lý đúng cách, lớp mạ có thể bị bong tróc theo thời gian.
Tê giảm mạ kẽm
Tóm tắt sự khác biệt
Đặc điểm
Tê hàn đen
Tê hàn mạ kẽm
Chống ăn mòn
Thấp
Cao
Giá thành
Thấp hơn
Cao hơn
Môi trường sử dụng
Trong nhà, nơi khô ráo
Ngoài trời, nơi ẩm ướt hoặc có hóa chất
Độ bền trong môi trường khắc nghiệt
Thấp
Cao
Kết luận nên chọn tê đen hay tê mạ kẽm
Việc lựa chọn giữa tê hàn đen và tê hàn mạ kẽm phụ thuộc vào môi trường sử dụng và yêu cầu của hệ thống đường ống.
Nếu môi trường ẩm ướt hoặc có hóa chất, tê hàn mạ kẽm sẽ là lựa chọn tốt hơn, trong khi tê hàn đen có thể phù hợp cho những ứng dụng trong nhà không yêu cầu cao về khả năng chống ăn mòn.
Tê giảm lên đường ra công trình
Ứng dụng thực tế của tên hàn giảm
Hệ thống cấp thoát nước: Sử dụng để kết nối các ống có đường kính khác nhau trong hệ thống dẫn nước.
Ngành công nghiệp dầu khí: Giúp chuyển đổi giữa các đường ống dẫn dầu, khí hoặc hơi.
Hệ thống điều hòa không khí: Kết nối các ống dẫn khí và hơi có kích thước khác nhau.
Ngành thực phẩm và dược phẩm: Được sử dụng trong các hệ thống ống dẫn sản phẩm cần đảm bảo vệ sinh.
tê hàn giảm
Ưu điểm của tê hàn giảm
Tính linh hoạt: Cho phép kết nối các ống với kích thước khác nhau một cách hiệu quả.
Duy trì lưu lượng: Giúp duy trì lưu lượng chất lỏng hoặc khí mà không gây ra trở ngại lớn, giảm thiểu tổn thất áp suất.
Tạo liên kết chắc chắn: Phương pháp hàn đảm bảo tê hàn giảm kết nối chặt chẽ với các đoạn ống, tránh rò rỉ.
Tê hàn giảm là một phần quan trọng trong thiết kế và thi công hệ thống đường ống, giúp tối ưu hóa sự vận chuyển của chất lỏng và khí trong các ứng dụng khác nhau.
Tê giảm hàn
Thành phần hóa học và cơ tính
Dưới đây là bảng thành phần hóa học và cơ sở của tê giảm hàn (thường là thép carbon hoặc inox) trong cơ khí và xây dựng lớn:
Loại vật liệu
Thành phần hóa học (%)
Đặc tính cơ học
Thép Carbon (A36)
– Crom (Cr): 0,2-0,4%
– Độ bền kéo (Độ bền kéo): 400-550 MPa
– Mangan (Mn): 0,6-0,9%
– Độ cứng (Độ cứng): 120-180 HB
– Silic (Si): Tối đa 0,3%
– Độ kiên trì (Cường độ năng suất): 250-350 MPa
– Phốt pho (P): tối đa 0,04%
– Độ dẻo (Độ dẻo): 20%
– Lưu huỳnh (S): tối đa 0,05%
– Cacbon (C): Tối đa 0,26%
Inox 304
– Crom (Cr): 18-20%
– Độ bền kéo (Độ bền kéo): 520-720 MPa
– Niken (Ni): 8-10,5%
– Độ cứng (Độ cứng): 90 HRB
– Mangan (Mn): Tối đa 2%
– Độ dẻo (Độ dẻo): 40-60%
– Silic (Si): tối đa 1%
– Độ kiên trì (Cường độ năng suất): 210-290 MPa
– Phốt pho (P): 0,045% tối đa
– Lưu huỳnh (S): tối đa 0,03%
– Cacbon (C): Tối đa 0,08%
Inox 316
– Crom (Cr): 16-18%
– Độ bền kéo (Độ bền kéo): 500-700 MPa
– Niken (Ni): 10-14%
– Độ cứng (Độ cứng): 80-85 HRB
– Molypden (Mo): 2-3%
– Độ dẻo (Độ dẻo): 40-60%
– Mangan (Mn): Tối đa 2%
– Độ kiên trì (Cường độ năng suất): 200-290 MPa
– Silic (Si): tối đa 1%
– Phốt pho (P): 0,045% tối đa
– Lưu huỳnh (S): tối đa 0,03%
– Cacbon (C): Tối đa 0,08%
Giải thích các cơ sở chỉ số:
Độ bền kéo (Độ bền kéo): Là sức mạnh tối đa mà vật liệu có thể chịu đựng trước khi được bảo quản.
Độ cứng (Hardness): Có khả năng chống lại sự
Độ dẻo (Độ dẻo): Khả năng của vật liệu được kéo dài mà không được tăng cường.
Độ bền (Sức mạnh năng suất): Là mức tối thiểu cần thiết để làm vật liệu bắt đầu biến đổi.
Các thành phần hóa học và cơ sở dữ liệu có thể thay đổi tiêu chuẩn sản xuất tùy thuộc vào sản phẩm của nhà sản xuất, nhưng các thông số này giúp xác định tính năng và ứng dụng của tê cứng trong công cụ và hệ thống.
tê hàn giảm
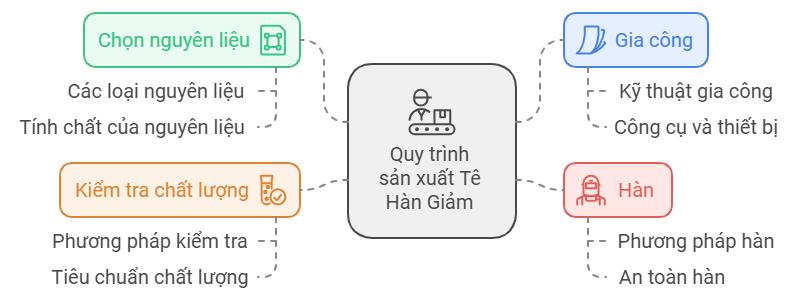
Quy trình sản xuất ra sản phẩm tê giảm
Quy trình sản xuất tê hàn giảm (còn gọi là tê thu, tê thu nhỏ) là một quy trình sản xuất công nghiệp đòi hỏi độ chính xác và tuân thủ các tiêu chuẩn chất lượng nghiêm ngặt.
Tê hàn giảm là một phụ kiện ống được sử dụng rộng rãi trong hệ thống đường ống để chuyển đổi kích thước từ đường ống lớn sang đường ống nhỏ hơn.
Dưới đây là các bước chính trong quy trình sản xuất:
1. Lựa Chọn Nguyên Liệu
Nguyên liệu chủ yếu là ống thép liền khối (seamless steel pipe) hoặc thép tấm chất lượng cao được chọn theo các tiêu chuẩn như ASTM A234 hoặc JIS.
Thép carbon, thép không gỉ, hoặc thép hợp kim có thể được sử dụng tùy theo yêu cầu của khách hàng và điều kiện sử dụng của sản phẩm.
tê giảm (tê thu)
2. Cắt Ống
Ống thép được cắt thành các đoạn ngắn theo chiều dài phù hợp với kích thước của tê cần sản xuất.
Quá trình cắt được thực hiện bằng các máy cắt chính xác để đảm bảo chiều dài phù hợp và bề mặt cắt không có gờ hoặc răng cưa.
3. Gia Nhiệt
Các đoạn ống cắt sẵn được đưa vào lò nung và gia nhiệt đến một nhiệt độ thích hợp (thường từ 900°C đến 1.200°C) để làm mềm thép, giúp dễ dàng tạo hình mà không làm hư hỏng cấu trúc vật liệu.
Quá trình gia nhiệt phải được kiểm soát để đảm bảo không gây ra hiện tượng quá nhiệt hoặc không đủ nhiệt.
tê giảm (tê thu)
4. Tạo Hình Tê Hàn Giảm
Quá trình tạo hình tê hàn giảm có thể được thực hiện theo một trong hai phương pháp chính:
Phương pháp ép thủy lực: Đoạn ống thép được đưa vào máy ép thủy lực để tạo hình tê. Lực ép từ bên ngoài tạo ra phần nhánh tê và giảm kích thước của đầu ra nhỏ hơn so với đầu vào. Quá trình này giúp định hình chính xác các kích thước cần thiết.
Phương pháp ép nóng: Ống thép sau khi được gia nhiệt sẽ được ép để tạo hình phần thân tê và nhánh tê bằng các khuôn mẫu đặc biệt. Phương pháp này thường được sử dụng để sản xuất tê có đường kính lớn.
tê hàn giảm
5. Làm Mát
Sau khi tạo hình, tê hàn giảm được làm mát từ từ bằng không khí hoặc nước để giữ nguyên các đặc tính cơ học của vật liệu.
Làm mát chậm giúp tránh hiện tượng nứt hoặc biến dạng của sản phẩm do sự thay đổi nhiệt độ đột ngột.
6. Gia Công Cơ Khí
Tê hàn giảm được đưa vào máy tiện để gia công bề mặt, làm nhẵn các đầu nối và hoàn thiện các chi tiết khác. Việc gia công cơ khí đảm bảo rằng sản phẩm có độ chính xác cao và đáp ứng yêu cầu kỹ thuật.
Mặt trong và mặt ngoài của tê được làm nhẵn để giảm thiểu ma sát trong quá trình lắp đặt và vận hành.
Tê giảm hàn thép
7. Xử Lý Bề Mặt
Bề mặt của tê hàn giảm được xử lý để làm sạch tạp chất, gỉ sét, hoặc các vết dầu mỡ còn sót lại. Quá trình này có thể được thực hiện bằng phương pháp phun cát (sandblasting).
Sau khi xử lý, tê có thể được sơn hoặc mạ kẽm (nếu yêu cầu) để tăng khả năng chống ăn mòn và bảo vệ bề mặt trong môi trường khắc nghiệt.
8. Kiểm Tra Chất Lượng
Tất cả các tê hàn giảm phải trải qua quá trình kiểm tra chất lượng nghiêm ngặt, bao gồm:
Kiểm tra kích thước: Đảm bảo rằng tê đáp ứng kích thước và dung sai theo tiêu chuẩn.
Kiểm tra áp suất: Sản phẩm được thử nghiệm áp suất để đảm bảo khả năng chịu lực và không rò rỉ.
Kiểm tra không phá hủy (NDT): Phát hiện các khuyết tật bên trong hoặc vết nứt mà mắt thường không nhìn thấy, như kiểm tra siêu âm hoặc kiểm tra từ tính.
tê hàn giảm
9. Đánh Dấu và Đóng Gói
Sau khi kiểm tra đạt yêu cầu, tê hàn giảm được đánh dấu với thông tin về kích thước, tiêu chuẩn sản xuất, và số lô để dễ dàng quản lý và truy xuất nguồn gốc.
Sản phẩm được đóng gói cẩn thận trong các thùng hoặc pallet gỗ, có thể bọc thêm màng bảo vệ để tránh va đập và hư hỏng trong quá trình vận chuyển.
10. Vận Chuyển
Tê hàn giảm được vận chuyển đến kho hoặc trực tiếp đến công trình thi công, sẵn sàng cho việc lắp đặt vào các hệ thống đường ống.
Quy trình này giúp đảm bảo tê hàn giảm có chất lượng cao, độ bền tốt, và khả năng chịu áp lực lớn, phù hợp cho các ứng dụng trong công nghiệp dầu khí, hóa chất, và các hệ thống cấp thoát nước.
Tê giảm hàn
Các tiêu chuẩn chất lượng của Tê Hàn Giảm
Dưới đây là các tiêu chuẩn kỹ thuật phổ biến được áp dụng cho tê giảm hàn đường ống:
1. Tiêu chuẩn quốc tế
ASME B16.9: Tiêu chuẩn này quy định kích thước, dung sai, và áp suất làm việc của các phụ kiện hàn đối đầu, bao gồm tê giảm. ASME B16.9 áp dụng cho các hệ thống có áp suất cao và được sử dụng rộng rãi trong ngành công nghiệp dầu khí và hóa chất.
MSS SP-75: Quy định về các phụ kiện hàn chịu áp lực cao, thường áp dụng trong các đường ống dầu khí. MSS SP-75 chủ yếu sử dụng cho các phụ kiện có kích thước lớn và cần khả năng chịu áp lực cao.
DIN 2615: Tiêu chuẩn của Đức, áp dụng cho các tê hàn và tê giảm, bao gồm cả các yêu cầu kỹ thuật và kích thước. Đây là tiêu chuẩn phổ biến tại châu Âu.
ISO 5251: Tiêu chuẩn quốc tế cho các phụ kiện hàn từ thép không gỉ, thường sử dụng trong các hệ thống yêu cầu khả năng chống ăn mòn cao.
Tê giảm hàn SCH
2. Tiêu chuẩn vật liệu
ASTM A234: Quy định vật liệu và yêu cầu cho các phụ kiện hàn làm từ thép cacbon và thép hợp kim. Các lớp như A234 WPB và WPC được sử dụng phổ biến cho các ứng dụng có áp suất và nhiệt độ cao.
ASTM A403: Dành cho tê giảm từ thép không gỉ (inox), sử dụng trong các môi trường ăn mòn và nhiệt độ cao. Các loại inox như 304, 304L, 316, 316L đều có thể được sử dụng.
ASTM A420: Áp dụng cho các phụ kiện hàn từ thép cacbon và thép hợp kim sử dụng trong các hệ thống nhiệt độ thấp, ví dụ trong các hệ thống dẫn khí hoặc hóa chất đông lạnh.
EN 10253: Tiêu chuẩn châu Âu dành cho các phụ kiện hàn từ thép cacbon và thép không gỉ.
Tê giảm DN500
3. Yêu cầu kỹ thuật
Kích thước và dung sai: Các kích thước của tê giảm hàn phải tuân thủ theo tiêu chuẩn được chỉ định, đảm bảo sự phù hợp và khả năng kết nối chính xác với các ống trong hệ thống.
Độ dày thành ống (Schedule): Phải tuân thủ các tiêu chuẩn SCH (như SCH 10, SCH 40, SCH 80, SCH 160) hoặc các tiêu chuẩn XS, XXS, tùy thuộc vào áp suất và điều kiện làm việc.
Bề mặt hoàn thiện: Bề mặt tê giảm phải nhẵn và không có khuyết tật như vết nứt, lỗ khí, hoặc vết xước ảnh hưởng đến độ bền cơ học. Bề mặt trong và ngoài của tê giảm hàn thường được xử lý để đảm bảo độ mịn và khả năng chống ăn mòn.
Tê giảm DN600
4. Yêu cầu kiểm tra và thử nghiệm
Thử nghiệm không phá hủy (NDT): Các tê giảm hàn có thể được kiểm tra bằng siêu âm, từ trường, hoặc thẩm thấu chất lỏng để phát hiện khuyết tật bên trong hoặc trên bề mặt.
Thử nghiệm áp lực thủy lực: Được thực hiện để kiểm tra khả năng chịu áp lực của tê giảm, đảm bảo không có hiện tượng rò rỉ hay nứt vỡ trong điều kiện làm việc.
Kiểm tra cơ tính: Bao gồm thử nghiệm độ bền kéo, độ cứng, và khả năng chịu uốn để đảm bảo phụ kiện đáp ứng các yêu cầu kỹ thuật.
5. Chứng nhận và đánh dấu
Chứng nhận chất lượng: Các tê giảm hàn phải có chứng nhận chất lượng từ nhà sản xuất, xác minh rằng sản phẩm đã được kiểm tra và đáp ứng các tiêu chuẩn kỹ thuật quy định.
Đánh dấu sản phẩm: Tê giảm phải được đánh dấu rõ ràng với thông tin về kích thước, loại vật liệu, áp suất làm việc, và tiêu chuẩn áp dụng để đảm bảo dễ dàng truy xuất nguồn gốc và sử dụng đúng cách.
Các tiêu chuẩn trên đảm bảo rằng tê giảm hàn được sản xuất với chất lượng cao và đáp ứng các yêu cầu an toàn, độ bền trong các hệ thống đường ống áp suất và các ứng dụng công nghiệp khác.
Tê hàn giảm tiêu chuẩn chưa sơn chưa mạ
Những lưu ý khi lắp đặt tê giảm hàn vào đường ống
Khi lắp đặt tê giảm hàn vào đường ống hoặc phụ kiện khác, cần lưu ý một số điểm quan trọng để đảm bảo hệ thống vận hành hiệu quả, an toàn và bền bỉ. Dưới đây là các lưu ý chi tiết:
1. Kiểm tra trước khi lắp đặt
Kích thước và tiêu chuẩn: Đảm bảo tê giảm hàn có kích thước, áp suất và tiêu chuẩn phù hợp với đường ống và phụ kiện khác (ASME, JIS, DIN…).
Tình trạng sản phẩm: Kiểm tra xem tê giảm hàn có bị rạn nứt, biến dạng hoặc hư hỏng không.
Vệ sinh sạch sẽ: Làm sạch cả tê giảm và bề mặt đường ống hoặc phụ kiện khác để loại bỏ bụi bẩn, dầu mỡ và các tạp chất khác.
Loại vật liệu: Đảm bảo rằng tê giảm và đường ống được làm từ vật liệu tương thích, tránh hiện tượng ăn mòn điện hóa giữa các kim loại.
2. Chuẩn bị đường ống và phụ kiện
Cắt chính xác: Đường ống cần được cắt chính xác, tránh các cạnh sắc làm ảnh hưởng đến chất lượng mối hàn.
Mặt tiếp xúc: Đảm bảo bề mặt tiếp xúc giữa tê giảm và đường ống/phụ kiện phải phẳng và không bị hở.
Vát mép: Nếu là hàn, các mép ống và tê giảm cần được vát góc đúng kỹ thuật để mối hàn chắc chắn và đẹp.
3. Kỹ thuật lắp đặt
Định vị chính xác: Đặt tê giảm vào đúng vị trí trên đường ống theo bản vẽ thiết kế. Kiểm tra hướng của nhánh giảm để đảm bảo sự liên kết với các phụ kiện khác.
Kẹp cố định: Sử dụng kẹp hoặc đồ gá để giữ tê giảm và đường ống ổn định trong quá trình hàn.
Khoảng cách hợp lý: Đảm bảo khoảng cách giữa tê giảm và các phụ kiện khác tuân thủ theo tiêu chuẩn để tránh căng thẳng nhiệt và cơ học.
4. Hàn hoặc kết nối
Chọn phương pháp hàn phù hợp: Sử dụng phương pháp hàn phù hợp (hàn hồ quang, hàn MIG/TIG…) theo yêu cầu của vật liệu.
Chất lượng mối hàn: Đảm bảo mối hàn kín, chắc chắn và không có lỗ rỗng hay khuyết tật.
Kiểm tra sau hàn: Thực hiện kiểm tra không phá hủy (NDT) như siêu âm hoặc thử áp lực để đảm bảo mối hàn đạt tiêu chuẩn.
Tê giảm thép hàn
5. Kiểm tra và nghiệm thu sau lắp đặt
Độ kín: Kiểm tra toàn bộ hệ thống để đảm bảo không có rò rỉ tại mối hàn hoặc các kết nối khác.
Căn chỉnh: Đảm bảo hệ thống không bị lệch, nhánh giảm của tê giảm đúng vị trí theo thiết kế.
Kiểm tra áp lực: Thử nghiệm áp suất theo yêu cầu kỹ thuật để đảm bảo an toàn vận hành.
6. Các lưu ý đặc biệt
Bảo vệ lớp mạ: Nếu tê giảm có lớp mạ (mạ kẽm hoặc mạ khác), cần tránh hư hại lớp mạ trong quá trình lắp đặt.
Đối với đường ống áp lực cao: Lắp đặt phải tuân thủ nghiêm ngặt quy trình và tiêu chuẩn kỹ thuật, có sự giám sát của kỹ sư có chuyên môn.
Nhiệt độ làm việc: Đảm bảo tê giảm phù hợp với nhiệt độ làm việc của hệ thống để tránh biến dạng hoặc suy giảm tính chất cơ học.
Việc lắp đặt tê giảm hàn cần thực hiện cẩn thận và đúng quy trình kỹ thuật để đảm bảo tính bền vững và an toàn cho hệ thống đường ống. Chú ý từ khâu chuẩn bị, lắp đặt đến kiểm tra nghiệm thu sẽ giúp tránh các lỗi tiềm ẩn, giảm thiểu chi phí sửa chữa và kéo dài tuổi thọ hệ thống.
Tê giảm thép hàn
Đơn vị phân phối tê giảm thép hàn SCH20 SCH40 SCH80
Thép Hùng Phát là đơn vị phân phối phụ kiện hàn các loại hàng đầu, giao hàng toàn quốc
Trụ sở : H62 KDC Thới An, Đường Lê Thị Riêng, P.Thới An, Q12, TPHCM
Kho hàng: số 1769 QL1A, P.Tân Thới Hiệp, Q12, TPHCM
CN Miền Bắc: KM số 1, đường Phan Trọng Tuệ, Thanh Trì, HN.
Ngoài ra chúng tôi chuyên cung cấp các loại phụ kiện ren mạ kẽm như:co (cút) ren, co lơi ren, co điếu ren, tê ren, tê giảm ren, kép ren (hai đầu ren ngoài), rắc co ren, rắc co hơi, măng sông, bầu giảm ren, cà rá (lơ thu), nút ren, nắp ren, măng sông hàn, xem 1 tấc, xem 2 tấc TÊ GIẢM HẢN SCH40 – TEE A234 WPB SPP/SGP …
Quý khách có nhu cầu xin liên hệ số điện thoại, email hoặc địa chỉ bên dưới cuối trang để được bảng báo giá mới nhất (Nếu đang dùng điện thoại di động, quý khách có thể nhấn vào số điện thoại để thực hiện cuộc gọi luôn).
 (2)")

 (3)")
 (4)")
 (2)")